Krank Mili Geometrisi ve Tolerans Kavramı
Crankshaft Doğrultma Tolerans Yönetimi için önce geometrisini doğru anlamak gerekir. Mil, ana yatak bölgeleri, Crankpin kolları ve flanş yapısıyla tek bir bütün halinde çalışır. Her nokta, belirli bir merkez hattına göre tasarlanır. Bu hat, motor bloğundaki anayatak merkezleriyle tam uyum içinde olmalıdır. Tolerans kavramı da tam burada devreye girer. Çünkü çizimde “mükemmel” görünen hiçbir mil, sahada sıfır sapma ile çalışmaz.
Önemli olan, krank milini güvenli aralıkta tutmaktır. Yani bükülme miktarı, ovalite, koniklik ve eksen kaçıklığını belirli sınırlar içinde yönetmek gerekir. Motech Grup, her projede önce bu sınırları motor tipine, gücüne ve üretici verilerine göre belirler. Ardından Crankshaft Doğrultma Tolerans Yönetimi planını bu tabloya göre şekillendirir. Böylece siz, sadece “mil eğri mi düz mü?” sorusuna değil, “mil güvenli tolerans içinde mi?” sorusuna net cevap alırsınız.
Tolerans Dışına Çıkan Krank Milinin Yarattığı Riskler
Krank milini tolerans dışına çıkaran sapmalar, ilk bakışta küçük görünebilir. Ancak yüksek devir ve uzun çalışma saatleri bu farkları büyütür. Önce titreşim seviyeleri artar, yağ filmi bazı bölgelerde incel. Ardından ana yatak yüzeylerinde lokal ısınma ve skorlanma başlar. Crankpin yüzeyleri, connecting rod yatakları ve hatta silindir kapağı bile bu dengesizlikten pay alır.
Ayrıca eksenden kaçmış bir krank mili, Gemide Crankpin Taşlama ihtiyacını da daha sık gündeme getirir. Çünkü düzgün dönmeyen mil, pin yüzeyini eşit yükle taşımaz. Bu durum, pitting ve yüzey sertliği kaybını hızlandırır. Son adımda ise motor, ani bir yatak sarma riskiyle karşılaşır. Bu senaryo sadece teknik bir hasar değildir. Gemi için gecikme, navlun kaybı ve yüksek revizyon maliyeti anlamına gelir. İşte bu yüzden tolerans yönetimi, Crankshaft Doğrultma Tolerans Yönetimi sürecinde “olsa iyi olur” değil, “olmazsa olmaz” bir adımdır.
Crankshaft Doğrultma Tolerans Yönetimi Sürecinde Ölçüm ve Tolerans Yönetimi
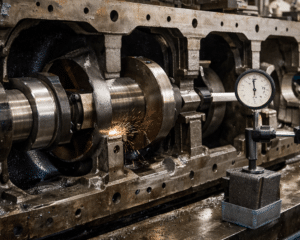
Crankshaft Doğrultma Tolerans Yönetimi, yalnızca “mili ısıtıp soğutarak düzeltmek” anlamına gelmez. Önce doğru ölçüm planını kurmak gerekir. Motech ekibi, işe her zaman ölçümle başlar. Ana yatak bölgelerine hassas saat komparatörleri yerleştirir, milin her bölgesinde salınım değerini okur. Ardından bükülme miktarını, üretici toleranslarıyla karşılaştırır.
Bu aşamada Lazer Optik Line Kontrolü devreye girmeye başlar. Ekip, blok eksenini ve mil hattını aynı referans sisteminde görür. Böylece yalnızca mili değil, tüm şaft hattını birlikte yorumlar. Daha sonra, uygun noktalarda kontrollü ısıtma ve soğutma adımlarını planlar. Bu işlemler sırasında her adımda yeniden ölçüm yapar ve değişimi kaydeder. Sonuçta mil, hedeflediğiniz tolerans bandına yaklaşır. Motech, bu bandı ne gereğinden geniş ne de gereğinden dar tutar. Çünkü amaç, hem güvenli hem de sahada uygulanabilir bir doğrultma sonucu elde etmektir.
Anayatak Baralama, Crankpin Taşlama ve Tolerans İlişkisi
Krank milini tek başına düşünmek çoğu zaman yanıltıcı olur. Mil, aslında motor bloğu ve ana yatak hattıyla birlikte çalışır. Anayatak Baralama yapılmamış bir blokta, mükemmel görünen bir krank mili bile yanlış eksende dönebilir. Bu durumda tolerans yönetimi eksik kalır. Bu yüzden Motech Grup, Crankshaft Doğrultma Tolerans Yönetimi projelerini çoğu zaman Anayatak Baralama ve Crankpin Taşlama ile birlikte ele alır.
Örneğin önce blok üzerindeki yatak yuvalarını baralama ile tek eksene getirirsiniz. Böylece ana yatak hattı, referans çizgiyi oluşturur. Ardından krank milini bu hatta göre doğrultursunuz. Eğer Crankpin yüzeylerinde hasar varsa, Gemide Crankpin Taşlama ve Crankpin Polisaj adımlarını da plana eklersiniz. Bu üç işlem, birbirini tamamlayan bir paket haline gelir. Sonuç olarak mil hem blok içinde doğru eksende döner hem de pin yüzeyleri sağlıklı bir yağ filmi üzerinde çalışır.
Yerinde Crankshaft Doğrultma Tolerans Yönetimi ve Duruş Süresine Etkisi
Geleneksel yaklaşımda krank milini sökersiniz, atölyeye gönderirsiniz ve doğrultmayı orada denersiniz. Bu yöntem zaman alır, ayrıca taşıma sırasında yeni riskler üretir. Motech Grup ise mümkün olan her durumda yerinde Crankshaft Doğrultma tercih eder. Mobil ekipler, gerekli ekipmanı gemiye getirir ve mili blok üzerinde doğrultur.
Bu yaklaşım, duruş süresini ciddi şekilde kısaltır. Çünkü sökme, taşıma ve yeniden montaj sürelerini devreden çıkarırsınız. Ayrıca mil, motor bloğu ve Anayatak hattıyla birlikte değerlendirilir. Bu sayede gerçek çalışma geometrisini sahada okursunuz. Motech, yerinde doğrultma sırasında da tolerans yönetimini elden bırakmaz. Ölçümleri her adımda günceller, raporlar ve klas ya da armatör temsilcisiyle paylaşır. Böylece siz, gemiyi tekrar devreye alırken sadece “mil düzeldi” demezsiniz; “mil bu tolerans bandı içinde güvenle çalışır” sonucunu net biçimde görürsünüz.
Motech Grup’un Tolerans Yönetimi Yaklaşımı
Motech Grup Motor Yenileme Tic. Ltd. Şti., Crankshaft Doğrultma Tolerans Yönetimini projelerinde yalnızca bir sayısal değer olarak görmez. Ekip, her motor için ayrı bir tolerans haritası çıkarır. Bu haritada üretici verileri, geçmiş arıza kayıtları ve motorun çalışma profili yan yana durur. Ardından doğrultma, Anayatak Baralama, Gemide Crankpin Taşlama ve Liner Honlama gibi işlemleri aynı çatı altında planlar.
Her proje sonunda Motech, ölçüm raporlarını, tolerans tablosunu ve yapılan düzeltmeleri detaylı bir dosyada toplar. Bu dosya, klas incelemeleri ve gelecekteki Overhaul kararları için güçlü bir referans haline gelir. Ayrıca firma, yaptığı Crankshaft Doğrultma Tolerans Yönetimi ve ilgili işlemler için 12 ay / 8.000 saat işçilik garantisi sunar. Böylece siz, sadece bir bakım hizmeti almazsınız; aynı zamanda uzun vadeli bir güven ve takip mekanizmasına sahip olursunuz.
Sıkça Sorulan Sorular (SSS)
1. Crankshaft Doğrultma Tolerans Yönetimi neden bu kadar önemli?
Çünkü küçük görünen sapmalar, uzun çalışma saatleriyle birleşince büyük titreşimler oluşturur. Bu titreşim, ana yataklardan Crankpin yüzeylerine kadar tüm sistemi etkiler.
2. Toleransları nasıl belirliyorsunuz?
Önce üretici verilerini ve motor gücünü inceliyoruz. Ardından mevcut ölçümleri alıp sahadaki çalışma koşullarıyla birlikte değerlendiriyoruz. Böylece motorunuza özel bir tolerans bandı tanımlıyoruz.
3. Her eğilmiş krank milini doğrultmak mümkün mü?
Hayır. Bazı durumlarda çatlak, aşırı bükülme veya malzeme yorgunluğu sınırı aşar. Bu tip projelerde Motech, güvenlik için mil değişimini önerir ve bunu raporda açıkça belirtir.
4. Yerinde Crankshaft Doğrultma Tolerans Yönetimi motor ömrünü nasıl etkiler?
Doğru tolerans yönetimiyle yapılan bir doğrultma, yük dağılımını dengeler. Böylece yatak aşınması azalır, titreşim düşer ve motor ömrü uzar.
5. Crankshaft Doğrultma ile birlikte hangi işlemleri öneriyorsunuz?
Çoğu projede Anayatak Baralama, Gemide Crankpin Taşlama, Crankpin Polisaj ve Blok Yüzey Taşlama ile birlikte çalışmak daha doğru olur. Çünkü tüm geometriyi aynı anda toparlarsınız.
6. İşlem sonrası rapor ve garanti veriyor musunuz
Evet. Ölçüm sonuçlarını, tolerans tablolarını ve yapılan işlemleri rapor halinde sunuyoruz. Ayrıca Crankshaft Doğrultma ve ilgili taşlama işlemlerine 12 ay / 8.000 saat işçilik garantisi veriyoruz.
Daha fazla bilgi ve teklif almak için iletişime geç